
第三届江苏省技能状元大赛样题机电一体化设备安装与调试(学生组)
说明:
一、本试卷依据2016年第三届江苏省技能状元杯技术文件命制
二、请参赛选手仔细阅读试题的具体考核要求,按要求完成操作或进行笔答
三、参赛选手竞赛时需遵守考场纪律,服从赛场管理人员指挥,以保证竞赛安全、顺利进行
请你在240分钟内,按要求在235A设备上完成下列工作任务
按规范进行设备的系统安装和试运行,实现工作任务要求:
一、按图1所示组装设备,并满足图纸提出的技术要求。
二、按《气动系统图》(附页图号03)连接配料装置的气路,并满足图纸提出的技术要求。
三、根据表1所列的PLC输入、输出端子(I/O)分配表(缺少的地址表自行分配并填写),画出电气控制原理图,并装配和连接电气电路。
表1 PLC输入输出端子(I/O)分配表
输入端子 | 功能说明 | 输出端子 | 功能说明 |
X0 | A位置光电传感器 | Y0 | 皮带正转 |
X1 | C位置光纤传感器 | Y1 | 皮带反转 |
X2 | D位置光纤传感器 | Y2 | 皮带高速 |
X3 | E位置电感传感器 | Y3 | 皮带中速 |
X4 | H位置光电传感器 | Y4 | 皮带低速 |
X5 | 旋转缸左到位 | Y5 | 蜂鸣器 |
X6 | 旋转缸右到位 | Y6 | 手指缸夹紧 |
X7 | 悬臂伸出到位 | Y7 | 手指缸松开 |
X10 | 悬臂缩回到位 | Y10 | 旋转缸左转 |
X11 | 手臂上升到位 | Y11 | 旋转缸右转 |
X12 | 手臂下降到位 | Y12 | 悬臂伸出 |
X13 | 手指夹紧到位 | Y13 | 悬臂缩回 |
X14 | I位置伸出到位 | Y14 | 手臂上升 |
X15 | I位置缩回到位 | Y15 | 手臂下降 |
X16 | J位置伸出到位 | Y16 | I位置气缸伸出 |
X17 | J位置缩回到位 | Y17 | J位置气缸伸出 |
X20 | SA1 | Y20 | 暂存盘直流电机 |
X21 | 急停按钮QS | Y21 |
|
X22 |
| Y22 |
|
X23 |
| Y23 |
|
X24 |
| Y24 |
|
X25 |
| Y25 |
|
X26 |
| Y26 |
|
X27 |
| Y27 |
|
四、对安装好的设备进行调试和运行,实现系统工作任务要求。
工作任务要求说明
各有关部件的初始位置为:机械手悬臂和手臂气缸活塞杆缩回,手指松开,机械手停在左位;各气缸活塞杆处于缩回状态,皮带输送机、暂存盘直流电机停止转动;接通本生产装置电源后,红色警示灯亮指示电源正常;运行PLC,触摸屏上绿色警示灯1HZ闪烁,指示PLC处于运行状态。
本设备提供红色标签高白色料、红色标签高金属料、绿色标签高白色料、绿色标签高金属料、蓝色标签高白色料、蓝色标签高金属料、无标签高黑色料、红色标签低白色料、红色标签低金属料、绿色标签低白色料、绿色标签低金属料、蓝色标签低白色料、蓝色标签低金属料、无标签低黑色料,无标签低白色料,无标签低金属料等。
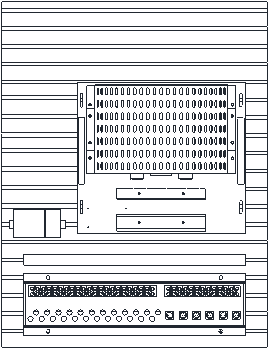
说明:L处为 AD 、DA模块,从原元件盒中移出,放至台面安装
图1 235A设备安装位置示意图
本设备设置了“调试”和“运行”两种工作模式,由转换开关SA1为控制。当SA1在左档位时,选择的功能为“调试”模式;在右档位时,选择的功能为“运行”模式。两种工作模式只有在设备完全停止、各种部件在初始位置且人机界面在初始界面才可以转换。SA1选定模式5s后自动进入相应界面。若SA1在设备运行状态下进行模式转换时,蜂鸣器以1HZ鸣叫的方式发出报警,直至SA1转回到原来的模式,蜂鸣器停止报警。
设备通电后触摸屏自动进入初始界面,设备各部件若不在初始位置时,HL1灯闪烁,提示设备不在原位,应按触摸屏上SB1按钮使其返回初始位置,返回初始位置后HL1以及初始位置指示灯常亮,此时才可以进入调试模式。触摸屏初始界面如图2所示。
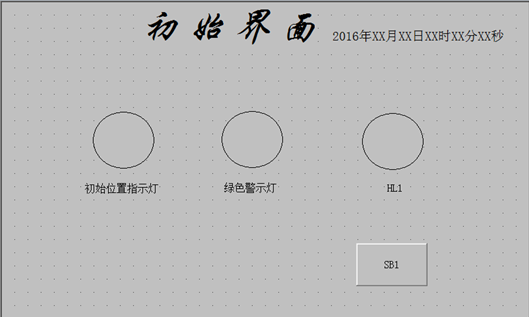
图 2 初始界面
调试模式
人机界面切换到调试界面,此时系统进入调试模式。需要调试的项目(皮带输送机、机械手装置、直流电机、推料气缸)可在人机界面上选择。
按规定在设备运行前,必须对设备的相关部件进行调试。设备调试模式人机界面如下图3所示。
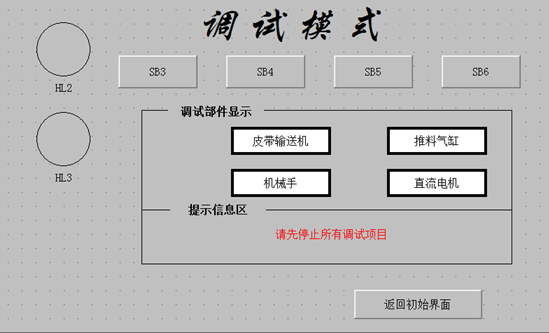
图3 设备调试模式人机界面
当实物开关SA1置于左边且人机界面已经进入了调试模式界面时,由触摸屏上SB4确定应调试的部件,即按下触摸屏上SB4进行如下切换:

不同调试部件的选定,由触摸屏上的HL2、HL3以下表方式常亮或以1Hz频率闪亮来表示。
调试部件 | 皮带输送机 | 机械手 | 推料气缸 | 直流电机 |
表示方式 | HL2常亮 | HL2闪亮 | HL2、HL3 常亮 | HL2、HL3闪亮 |
触摸屏“调试模式”界面对调试部件的显示方式如下:选择到相应的调试部件时,调试部件显示框线条和文字变为亮绿色。调试部件选定后3s内不再另做选择,显示框由常亮变为闪亮,闪亮频率为每秒1次。此时方可对选定部件进行调试。
如果一个项目正在调试时错误切换到了另一个项目,则蜂鸣器报警,当前调试部件暂停运行,操作者如在3S内选择回原来的调试项目,则设备调试部件按照之前的动作继续运行,否则系统自动以安全方式返回初始位置。设备返回到初始位置时,蜂鸣器停止报警。
人机界面要返回初始界面,有两种办法:一是所有调试项目都停止调试并且各部件在初始位置时,按下返回初始界面键可返回初始界面,否则按下返回初始界面键,则以红色文字提示“请先停止所有调试项目”。二是所有调试项目都停止在初始位置时,转换SA1,人机界面自动回到初始界面。若不在初始位置时转换SA1,则蜂鸣器鸣叫,并且不能返回初始界面,当SA1转回原来的方式时,蜂鸣器停止鸣叫。
(1)皮带输送机的调试
要求皮带输送机在调试的每一个频率段都不能出现不转动、打滑或跳动过大等异常情况。
在选定调试部件为皮带输送机后,触摸屏调试界面显示调试部件名称框“皮带输送机”变为闪亮后,通过逐次按触摸屏上的SB5键,使变频器输出的频率和方向如下表改变:
按下次序 | 1 | 2 | 3 | 4 | 5 |
变频器输出 | 10Hz,正转 | 20Hz,正转 | 30Hz,正转 | 30Hz,反转 | 8Hz,反转 |
第5次按触摸屏上SB5键后,通过按压、松开触摸屏上SB3实现变频器以点动频率8HZ驱动皮带输送机短时间运行。
第6次再按触摸屏上SB5键时,皮带输送机的三相交流电机按第一次的运行方式运行。如此反复按下触摸屏上SB5键,皮带输送机的三相交流电机按上述顺序循环运行。按下触摸屏上的SB6键,三相交流电机停止运行后,停止对皮带输送机的调试,同时触摸屏调试界面显示调试部件名称框“皮带输送机”由闪亮变为常亮。
(2)机械手的调试
要求各气缸活塞杆动作速度协调,无碰擦现象;每个气缸的磁性开关安装位置合理、信号准确;最后机械手停止在原位。调试过程是通过按下触摸屏上的SB5键按如下顺序进行:
第1、2次按触摸屏上SB5键:旋转气缸右转/左转;
第3、4次按触摸屏上SB5键:悬臂气缸伸出/缩回;
第5、6次按触摸屏上SB5键:手臂气缸下降/上升;
第7、8次按触摸屏上SB5键:手指夹紧/松开。
如此反复按下触摸屏上的SB5键可调试机械手各个气缸运动情况。
在进行调试工作时,为了调试某一部件以达到最佳工作状态,可以按下人机界面上的调试部件名称框“机械手”作为锁定功能,对一个动作的组合反复调试。重复按下触摸屏上的SB5键,装置一直重复对锁定部件进行调试,直到再次按下调试部件名称框“机械手”,解除锁定,取消重复功能。
按触摸屏上的SB6键,机械手回到原位后停止对机械手的调试,同时触摸屏调试界面显示调试部件名称框“机械手”由闪亮变为常亮。
(3)推料气缸的调试
要求气缸活塞杆动作速度协调,无碰擦现象;最后气缸活塞杆处于缩回状态。
在选定调试部件为推料气缸调试后,触摸屏调试界面显示调试部件名称框“推料气缸”变为闪亮后,每按一次触摸屏上的SB5键,两个推料气缸自动完成一次自检,自检的动作方式为I点气缸伸出,到位后停留2S→I点气缸缩回,2S后→J点气缸伸出,到位后停留2S →J点气缸缩回。按触摸屏上的SB6键,I、J点气缸回到原位后,停止对推料气缸的调试,同时触摸屏调试界面显示调试部件名称框“推料气缸”由闪亮变为常亮。
(4)直流电机调试
要求暂存盘直流电机启动后没有卡阻、转速异常或不转等情况。
在选定调试部件为“直流电机”后,触摸屏调试界面显示调试部件名称框“直流电机”变为闪亮后,通过逐次按下触摸屏上的SB5键,暂存盘直流电机交替转动、停止。按下触摸屏上调试界面的SB6键,暂存盘直流电机停止转动后,停止直流电机的调试,且触摸屏调试界面显示调试部件名称框“直流电机”由闪亮变为常亮。
运行模式
运行模式下,人机界面切换到运行界面(图4),此时系统进入运行模式。设备进入运行模式后,在启动之前,应禁止从进料口下料。此时触摸屏上的HL5指示灯以1Hz的频率闪烁,提示“禁止下料”。如果设备在停止状态,各部件均在初始位置,则可通过触摸屏运行界面的返回初始界面键,使触摸屏返回到初始界面。
工作过程:
(1)启动
按下启动按钮,设备等待放料,运行指示灯常亮。HL5常亮提示可以放料。
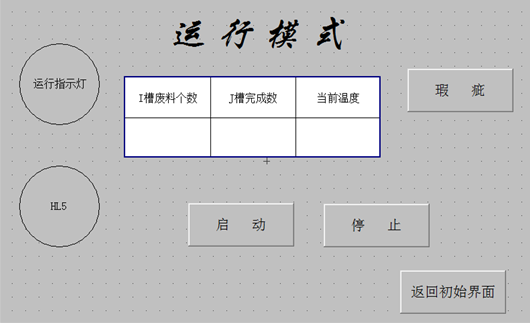
图4 运行模式界面
(2)运行
设备启动后,由人工在进料口放置物料,光电传感器检测到物料后,HL5以1Hz闪烁提示禁止放料,皮带输送机以25Hz正向运行,运行到C点后,传送带停止,物料加工2秒,同时进行人工检验,若2秒内按下触摸屏上“瑕疵”按钮,则说明该物料为次品,物料立即停止加工,皮带输送机以35Hz运行到I点,由I点气缸推入斜槽;2秒内,若未按下触摸屏上“瑕疵”按钮,则该物料视为合格物料,传送带35Hz运行将物料送至G处后,传送带停止,检测3秒,若此料为高料,并且贴有颜色标签,则皮带输送机则以相同的速度将物料送至H点,由机械手装置夹送至K点平台暂存;若此料为低料,或者颜色不是红、蓝、绿之一,则皮带输送机以35HZ送至I点,由I点气缸推入斜槽。
物料被送至K点后,暂存盘直流电机启动,自动送出物料。物料送出后,HL5以1Hz闪烁提示禁止放料,皮带输送机以25Hz反向运行,将物料送至C点后加工2秒,若2秒内按下触摸屏上“瑕疵”按钮,则物料立即停止加工,皮带输送机以35Hz运行到I点,由I点气缸推入斜槽;2秒内,若未按下触摸屏上“瑕疵”按钮,则该物料视为合格物料,传送带运行将物料送至G处后,传送带停止,进行3秒检测;若此料为高料,或者此料与K点高料颜色不符,则皮带输送机以35Hz送至I点,由I点气缸推入斜槽。若此料为低料,并且此料与K点高料颜色相符,皮带机将低料送至I点,由机械手将K点的高料夹送至皮带输送机上,皮带以35Hz运行,将两个物料依次送往J点进行加温处理。
加温时间由物料颜色决定:红色物料加温至33摄氏度;蓝色物料加温至35摄氏度;绿色物料加温至38摄氏度。当达到相应温度时,保持30S后(正负0.5度),加热器进行冷却,温度到达30度时冷却过程完成,并由传送带以35Hz送至J点推入斜槽。
物料被送至K点或者被推入I点、J点斜槽后,表明处理过程完成,HL5常亮,提示可以下料或者暂存盘出料。
在运行界面上实时显示I、J槽推入物料的个数和当前温度值。
(3)其它控制
手动停止
在设备运行中,按触摸屏上的“停止”按钮时,设备处理完当前物料并停止在初始位置后,运行指示灯熄灭,设备等待再次启动。
急停保护处理
当设备发生紧急情况,按下急停按钮,设备立即停止工作,蜂鸣器报警,提示设备故障;当解除急停按钮后,蜂鸣器报警停止,按触摸屏上的“启动”按钮,设备接着急停保护前的工作状态继续运行。
附:本样题配分表
项 目 | 配分 | |
一、组装及绘图配分表(50) | 部件组装 | 23 |
气路连接 | 8 | |
电路连接 | 9 | |
电路图绘制 | 10 | |
二、功能配分表(50) | 触摸屏 | 10 |
上电处理 | 3 | |
调试功能 | 12 | |
组合、加温 | 20 | |
其他功能 | 5 | |
三、职业素养 | 扣分制(见技术文件) |
|
总分 |
| 100 |
说明:此配分表只是给出大概配分比例,实际配分值以赛场评分表为准。
1
